接觸式傳感�、電弧跟蹤和激光焊縫跟蹤對(duì)比分析
傳統(tǒng)上的半自動(dòng)焊接是將工件固定在工裝上�����,提前示教好工件和焊槍的位置關(guān)系,然后在焊接期間手動(dòng)調(diào)整兩者之間的關(guān)系來(lái)解決焊槍與焊縫之間的偏差問(wèn)題�。這種方法僅適用于短時(shí)焊接或工件一致性較好的情況。但在很多情況會(huì)受到工況等條件的限制���,手動(dòng)調(diào)整焊槍位置是不現(xiàn)實(shí)的���,這對(duì)于焊工來(lái)說(shuō)是一件繁復(fù)的工作,同時(shí)也會(huì)影響焊接質(zhì)量�。
激光焊縫跟蹤系統(tǒng)能夠在焊接過(guò)程中控制焊槍與焊縫的位置關(guān)系,盡可能的減少操作員對(duì)設(shè)備的干預(yù)����,以提高焊接質(zhì)量和生產(chǎn)率。目前市場(chǎng)上主要有三種焊縫檢測(cè)方式:接觸傳感�,電弧跟蹤���,激光視覺(jué)焊縫跟蹤���。這些系統(tǒng)之間的區(qū)別在于它們感知焊縫軌跡的方式不同。
接觸傳感
顧名思義���,接觸傳感器使用接觸探針物理接觸焊縫�����。當(dāng)焊槍位置相對(duì)于工件變化時(shí)����,探頭沿相反方向偏轉(zhuǎn),控制器進(jìn)行調(diào)整以使焊槍返回其原始位置�����。接觸式焊縫跟蹤系統(tǒng)適合具有大而獨(dú)特幾何形狀的焊縫�。如果焊縫太小,探頭可能會(huì)與焊縫失去接觸并使焊槍偏離軌道�����。
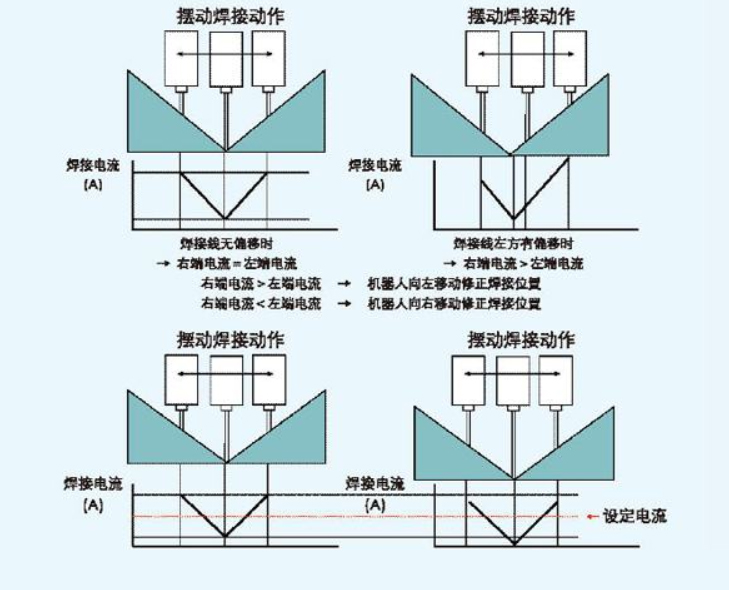
電弧跟蹤
電弧跟蹤系統(tǒng)使用電流和電壓傳感器的反饋來(lái)識(shí)別焊槍位置的變化���。例如�,如果我們焊接角焊縫�����,當(dāng)焊槍偏離焊縫中心時(shí)�,則焊槍到工件兩側(cè)的距離不同�����。對(duì)于這種跟蹤方式�,焊槍必須垂直于焊縫來(lái)回?cái)[動(dòng)�����。此時(shí)���,系統(tǒng)不斷地對(duì)焊縫左側(cè)和右側(cè)的焊接電流進(jìn)行比較�;兩個(gè)電流波峰之間必須位于中心位置����。電弧跟蹤系統(tǒng)適合結(jié)構(gòu)明顯的大焊縫,例如大斜面和角焊縫�����。
激光視覺(jué)焊縫跟蹤
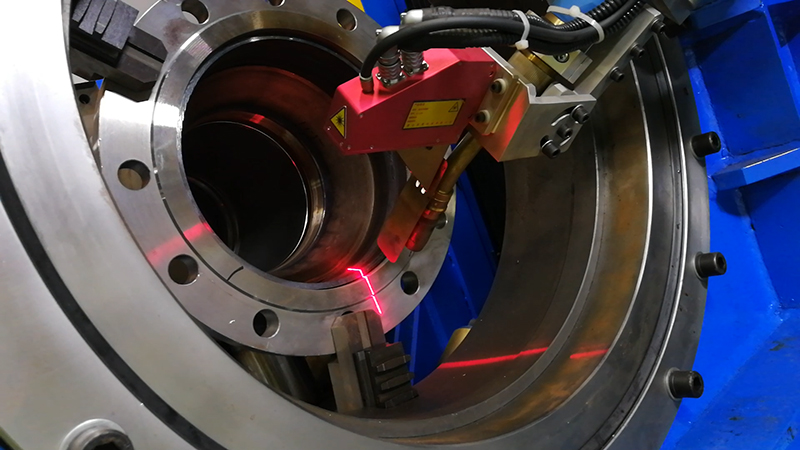
激光視覺(jué)焊縫跟蹤系統(tǒng)使用線結(jié)構(gòu)光��,光線投射到部件的表面上�,在焊縫上形成明顯的激光輪廓線����。然后使用相機(jī)在一定角度觀察激光線����。線條輪廓與焊縫的幾何形狀匹配�����。然后通過(guò)輪廓尋找焊縫特征點(diǎn)���,控制器通過(guò)對(duì)特征點(diǎn)位置的分析��,調(diào)整焊槍位置以保證焊槍和焊縫之間保持恒定的位置關(guān)系�����。激光視覺(jué)系統(tǒng)具有較高的分辨率����,可以可靠地跟蹤大型和小型焊縫�����。
英萊科技自主研發(fā)的激光視覺(jué)焊縫跟蹤系統(tǒng)同時(shí)具備激光跟蹤�����、激光尋位功能,可適用絕大多數(shù)焊縫類(lèi)型與工況����,進(jìn)而將機(jī)器人焊接合格率從60%提升至90%以上,并適配了包括KUKA�����、FANUC����、ABB、安川在內(nèi)的市面主流7大工業(yè)機(jī)器人����,助力商家實(shí)現(xiàn)高質(zhì)量的自動(dòng)化生產(chǎn)。






.png)
